English
English Español
Español Deutsch
Deutsch
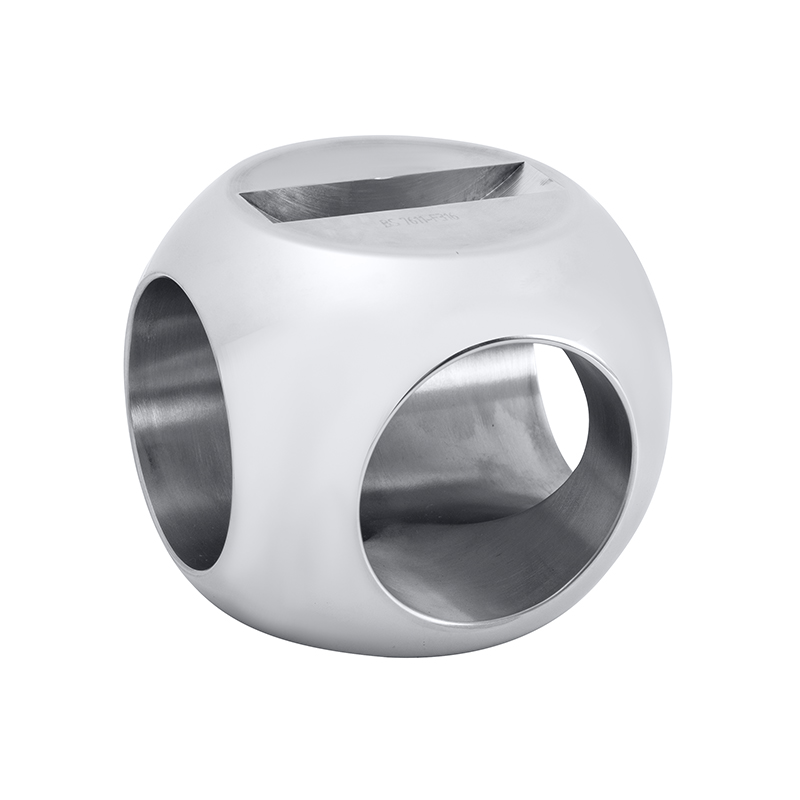
As global industries accelerate toward smarter infrastructure, cleaner energy, and more reliable fluid systems, the Valve ball factory has moved into the spotlight across overseas engineering communities. Discussions on LinkedIn, industry forums, and procurement platforms increasingly focus on one core question: how can critical valve components deliver longer service life, tighter sealing, and consistent performance under complex operating conditions? At the center of these conversations is the valve ball itself—small in appearance, but decisive in function.

Global Attention Shifts Toward Core Valve Components
In recent overseas social media discussions, buyers and engineers are no longer satisfied with surface-level specifications. Instead, they are looking deeper into component-level quality. Valve balls, once treated as interchangeable parts, are now recognized as precision components that directly influence safety, efficiency, and maintenance cycles.
From oil and gas professionals sharing failure analysis insights to water-treatment engineers discussing corrosion challenges, the consensus is clear: the quality of valve internals matters as much as the valve body itself. This shift has elevated the role of specialized manufacturers who focus exclusively on precision valve balls.
Why Valve Ball Manufacturing Matters More Than Ever
From a manufacturer’s perspective, a valve ball is not a simple sphere. It is a carefully engineered component designed to withstand pressure, temperature variation, chemical exposure, and repeated mechanical stress.
Key manufacturing considerations include:
- Dimensional accuracy for tight sealing
- Surface finish to reduce friction and wear
- Material consistency to handle diverse media
As process systems become more demanding, the tolerance for inconsistency continues to shrink. This is why buyers increasingly seek factories with dedicated production lines and controlled quality processes.
Inside a Modern Valve Ball Factory: Manufacturing from the Ground Up
As a dedicated valve component manufacturer, we understand that consistency begins long before final inspection. A modern valve ball factory integrates material selection, precision machining, surface treatment, and quality verification into a unified production workflow.
Core manufacturing stages typically include:
| Production Stage | Purpose | Impact on Performance |
| Raw material selection | Ensures mechanical stability | Long-term durability |
| CNC machining | Achieves precise geometry | Reliable sealing |
| Surface polishing | Reduces friction and wear | Smooth operation |
| Coating or plating | Enhances corrosion resistance | Extended service life |
| Final inspection | Confirms dimensional accuracy | Consistent performance |
Each stage contributes directly to how the valve ball performs once installed in real-world systems.
Material Selection: Meeting Diverse Application Demands
Different industries place different demands on valve components. From our manufacturing experience, material choice is one of the most critical decisions in valve ball production.
Commonly used materials and their typical applications include:
- Stainless steel – Suitable for water systems, chemical processing, and food-related applications
- Carbon steel – Often used in industrial pipelines with controlled environments
- Alloy steel – Applied in higher-pressure or higher-temperature systems
By aligning material properties with operating conditions, manufacturers help ensure reliable long-term performance.
Surface Finish and Sealing Performance
One of the most discussed topics among overseas engineers is sealing reliability. Surface finish plays a major role in how well a valve ball interacts with valve seats.
From a manufacturing standpoint, smoother surfaces offer several advantages:
- Reduced friction during operation
- Lower risk of seat damage
- More stable shut-off performance
Advanced polishing and finishing processes allow manufacturers to deliver valve balls that perform consistently across repeated open-close cycles.
Applications Across Key Global Industries
Valve balls are used across a wide range of industries, and each application brings unique challenges. Based on market feedback, the most common application areas include:
- Oil and gas transmission systems
- Water supply and wastewater treatment
- Chemical processing pipelines
- Power generation facilities
- Industrial automation and manufacturing plants
In each scenario, performance reliability is directly linked to component quality, making valve ball selection a critical engineering decision.
Responding to Overseas Buyers’ Top Concerns
Across global procurement discussions, several recurring concerns appear when buyers evaluate valve ball suppliers. These concerns shape purchasing behavior and long-term supplier relationships.
What buyers frequently look for:
- Stable quality across batches
- Clear material traceability
- Customization for specific valve designs
- Consistent lead times
- Technical support from manufacturers
Factories that address these expectations effectively tend to build stronger partnerships in international markets.
Customization and OEM Support from a Manufacturing Perspective
As systems become more specialized, standard components do not always meet project requirements. From our manufacturing role, we see increasing demand for customized valve balls designed for specific valve structures or operating environments.
Customization options may involve:
- Diameter and bore adjustments
- Special surface treatments
- Material upgrades for aggressive media
Providing OEM and customization support allows manufacturers to integrate more closely with valve producers and system integrators.
Quality Control as a Long-Term Value Factor
Rather than focusing on short-term cost, overseas buyers increasingly evaluate total lifecycle value. Quality control plays a decisive role in this evaluation.
A structured quality approach typically includes:
- Dimensional inspection
- Surface roughness testing
- Visual and functional checks
These measures help ensure that each valve ball delivered performs consistently, reducing downtime and maintenance needs for end users.
Sustainability and Responsible Manufacturing Trends
Environmental responsibility is becoming an important topic even in industrial component manufacturing. While valve balls are not consumer-facing products, their production still reflects broader sustainability efforts.
Efficient machining, material utilization, and waste reduction contribute to more responsible manufacturing practices. These considerations resonate with international buyers who prioritize long-term supply chain sustainability.
Strengthening Trust Through Manufacturing Expertise
From design input to final delivery, a manufacturer’s expertise directly influences product reliability. By focusing on precision processes, material integrity, and application-specific requirements, manufacturers help ensure that valve components perform as intended across global markets.
This manufacturing-led approach builds trust with engineers, procurement teams, and system designers who rely on consistent performance from every installed component.
Looking Ahead: The Future of Valve Component Manufacturing
As global infrastructure continues to modernize, expectations for valve components will continue to rise. Precision, consistency, and adaptability will remain key differentiators for manufacturers serving international markets.
Industry discussions increasingly point toward deeper collaboration between component manufacturers and system designers. This trend highlights the importance of technical understanding and production transparency.
Precision at the Core of Flow Control Reliability
The evolution of modern flow control systems has placed renewed focus on component-level quality. A reliable Ball Valve Ball is not the result of chance, but of controlled manufacturing, material expertise, and continuous quality refinement. By partnering with an experienced manufacturer that understands both production and application demands, buyers can achieve greater confidence, longer service life, and more stable system performance across diverse industrial environments.